 +55 (16) 3518 9000
+55 (16) 3518 9000

 Português
Português
Pesquisar

Manutenção preditiva é a estratégia que monitora a condição real dos equipamentos para prever falhas antes que elas aconteçam. Em vez de trocar peças em datas fixas ou esperar a máquina quebrar, a preditiva coleta dados de operação (vibração, temperatura, qualidade do óleo, entre outros) e usa essa informação para programar intervenções no momento exato em que são necessárias.
Para indústrias que operam com equipamentos de alto valor e onde uma parada não programada pode custar milhões, como usinas sucroenergéticas, plantas de cimento, siderúrgicas e mineradoras, essa abordagem muda a forma como a manutenção é planejada e executada.
Neste guia, você vai entender como a manutenção preditiva funciona, quais técnicas existem, como implementá-la e, especificamente, como aplicá-la a redutores de velocidade e equipamentos de transmissão mecânica.
Manutenção preditiva é um conjunto de técnicas que utiliza monitoramento contínuo e análise de dados para identificar sinais de degradação em equipamentos ainda em estágio inicial, permitindo que a equipe de manutenção intervenha antes que a falha funcional ocorra.
A norma NBR 5462 da ABNT define manutenção preditiva como aquela que garante o monitoramento de ativos com base na aplicação sistemática de técnicas de análise, utilizando meios de supervisão centralizados ou de amostragem, com o objetivo de reduzir ao mínimo a manutenção preventiva e diminuir a manutenção corretiva.
Objetivos da manutenção preditiva
O objetivo central da manutenção preditiva é antecipar falhas para que a equipe consiga agir antes que o equipamento pare de funcionar. Quando aplicada de forma consistente, a preditiva contribui para:
Segundo a consultoria McKinsey, a manutenção preditiva pode reduzir o tempo de inatividade das máquinas entre 30% e 50% e aumentar a vida útil dos equipamentos entre 20% e 40%.
Para um engenheiro responsável por redutores de moenda em uma usina sucroenergética, por exemplo, esses números significam safras com menos interrupções, maior volume de moagem e menos ordens de serviço emergenciais durante o período mais crítico da operação.

A manutenção preditiva segue um ciclo contínuo de quatro etapas: coleta de dados, transmissão e armazenamento, análise preditiva e ação planejada.
Sensores instalados nos equipamentos capturam informações como vibração, temperatura, pressão, corrente elétrica e qualidade do óleo lubrificante. Essa coleta pode ser contínua (sensores conectados 24 horas, transmitindo dados em tempo real) ou periódica (técnicos que realizam medições em rota com instrumentos portáteis, em intervalos definidos).
É a etapa em que os dados chegam a uma plataforma centralizada. Em operações com IoT industrial, os sensores enviam informações pela nuvem, permitindo monitoramento remoto. Em operações com coleta manual, os dados são inseridos em softwares de análise após cada inspeção.
Algoritmos de machine learning, modelos estatísticos e a experiência de analistas especializados comparam os dados coletados com padrões de referência (chamados de baseline) e identificam desvios que indicam degradação. Um aumento gradual na vibração de um redutor, por exemplo, pode indicar desgaste nos rolamentos semanas antes de uma falha funcional.
Quando a análise aponta uma anomalia, a equipe programa a intervenção para o momento mais adequado, sem impactar a produção. Dependendo da gravidade, a resposta pode ser desde uma inspeção mais detalhada até a parada programada para troca de componentes.
Um ponto importante: a manutenção preditiva não depende exclusivamente de tecnologia sofisticada. A observação operacional continua sendo parte do processo. Ruídos fora do padrão, aquecimento perceptível ao toque, vibrações anormais identificadas por operadores experientes, tudo isso são sinais que ajudam a direcionar análises mais profundas. A tecnologia amplia a precisão, mas a percepção da equipe de campo é complementar e valiosa.
Existem três estratégias principais de manutenção na indústria:
A manutenção corretiva acontece depois que a falha já ocorreu. O equipamento quebra, para de funcionar, e a equipe age para consertá-lo. É a abordagem mais cara e arriscada, porque gera paradas inesperadas, custos emergenciais elevados e pode causar danos secundários a outros componentes.
A manutenção preventiva segue um cronograma fixo baseado em tempo, horas de uso ou ciclos de operação. A equipe realiza inspeções e trocas de componentes em intervalos predeterminados, independentemente da condição real do equipamento. Reduz falhas em comparação à corretiva, mas pode gerar intervenções desnecessárias (trocar uma peça que ainda está em bom estado) ou não evitar falhas que surgem entre as inspeções.
A manutenção preditiva se baseia na condição real do equipamento. Os dados de monitoramento indicam quando a intervenção é necessária, permitindo que a manutenção aconteça no momento certo: nem antes do necessário, nem depois que o problema se agravou.
|
Critério |
Corretiva |
Preventiva |
Preditiva |
|
Quando acontece |
Após a falha |
Em intervalos programados |
Quando os dados indicam necessidade |
|
Base da decisão |
Quebra do equipamento |
Tempo ou uso acumulado |
Condição real do ativo |
|
Custo relativo |
Alto (emergencial) |
Médio (pode ser desnecessário) |
Otimizado (atua no momento certo) |
|
Risco de parada inesperada |
Alto |
Médio |
Baixo |
|
Tecnologia necessária |
Mínima |
Baixa a média |
Média a alta |
Segundo o Departamento de Energia dos Estados Unidos, a manutenção preventiva gera economia de 12% a 18% em comparação com a corretiva, enquanto a preditiva alcança economia de 25% a 30%.
As três estratégias não competem entre si, o melhor programa de manutenção é combinar as três, acionando-as de maneira estratégica: preditiva para ativos críticos e de alto valor, preventiva para equipamentos de menor complexidade e corretiva apenas para situações onde o custo de prevenção supera o custo do reparo.

As técnicas preditivas são métodos de monitoramento que permitem avaliar a condição de um equipamento sem precisar desmontá-lo ou interromper seu funcionamento. A escolha da técnica depende do tipo de equipamento, do modo de falha mais provável e da criticidade do ativo.
É comum combinar duas ou mais técnicas para obter um diagnóstico mais completo. Um redutor de velocidade, por exemplo, pode ser monitorado simultaneamente por análise de vibração (para detectar problemas mecânicos) e análise de óleo (para avaliar desgaste interno e contaminação do lubrificante).
A análise de vibração é a técnica mais utilizada na manutenção preditiva de equipamentos rotativos, como motores, bombas, ventiladores, compressores e redutores de velocidade.
Todo equipamento rotativo vibra durante o funcionamento. Quando opera em condições normais, essa vibração segue um padrão previsível. Desvios nesse padrão indicam problemas. Acelerômetros instalados em pontos estratégicos da máquina captam os sinais de vibração, que são convertidos em espectros de frequência e analisados por softwares especializados.
Os problemas que essa técnica detecta incluem:
Em redutores de velocidade, a análise de vibração é particularmente eficaz para identificar desgaste em trens de engrenagens e deterioração de rolamentos, duas das falhas mais comuns nesses equipamentos. As alterações vibracionais costumam surgir semanas ou meses antes da falha funcional, dando tempo suficiente para programar a intervenção.
A termografia utiliza câmeras infravermelhas para captar a radiação térmica emitida pelos equipamentos e criar mapas de temperatura. Áreas com temperatura acima do esperado indicam problemas como sobreaquecimento, mau contato elétrico, sobrecarga, falha de isolamento ou atrito excessivo.
É uma técnica amplamente aplicada em sistemas elétricos (painéis, transformadores, disjuntores), motores, tubulações e mancais. A inspeção é rápida, não exige contato com o equipamento e permite cobrir grandes áreas em pouco tempo.
A análise de óleo avalia tanto a condição do lubrificante quanto o estado interno do equipamento. Uma amostra de óleo coletada periodicamente é enviada para laboratório, onde são avaliados parâmetros como viscosidade, acidez, teor de água e presença de contaminantes.
A presença de partículas metálicas no óleo é um indicador importante. Partículas de ferro, cobre ou bronze apontam desgaste em engrenagens, rolamentos ou buchas. A ferrografia, que é uma extensão da análise de óleo, permite identificar o tipo, tamanho e formato dessas partículas, indicando com maior precisão qual componente está se deteriorando e em que estágio o desgaste se encontra.
Para redutores de velocidade, a análise de óleo é uma das técnicas mais relevantes. A qualidade do lubrificante impacta diretamente a vida útil das engrenagens e rolamentos. Usar óleos fora da especificação ou com contaminação elevada acelera o desgaste e pode causar falhas catastróficas. Por isso, é fundamental trabalhar com óleos homologados e dentro dos padrões recomendados pelo fabricante do equipamento.
O ultrassom capta sons de alta frequência (acima de 20 kHz), inaudíveis ao ouvido humano, para detectar fenômenos como vazamentos, fricções, descargas elétricas e falhas iniciais em rolamentos.
É especialmente útil em:
A vantagem do ultrassom é a sensibilidade a mudanças muito sutis, o que permite identificar falhas em estágio extremamente precoce, quando ainda não há impacto visível no desempenho do equipamento.
O teste elétrico de motores (TEM) mede parâmetros como corrente, tensão, resistência e impedância para avaliar a saúde de motores elétricos e geradores. A análise abrange seis zonas de falha: estator, rotor, entreferro, isolamento, alimentação e qualidade de energia.
Desequilíbrios na corrente, quedas de isolamento ou harmônicas na alimentação são sinais que indicam deterioração antes que o motor apresente falha funcional. Essa técnica é importante porque motores elétricos são os acionamentos mais comuns na indústria e representam uma parcela significativa do consumo de energia.
O alinhamento a laser garante que os eixos de máquinas acopladas (motor-redutor, motor-bomba, motor-compressor) estejam perfeitamente alinhados. Desalinhamentos, mesmo pequenos, geram vibrações excessivas, aquecimento dos mancais e desgaste prematuro de acoplamentos, rolamentos e vedações.
A medição por laser oferece precisão micrométrica e é realizada com o equipamento montado, dispensando desmontagens. Após o alinhamento, a redução no nível de vibração é imediata e mensurável.
A endoscopia industrial utiliza câmeras de inspeção flexíveis (boroscópios ou videoscópios) para acessar áreas internas de difícil alcance. Permite visualizar trincas, corrosão, acúmulo de resíduos e desgaste sem precisar desmontar o equipamento.
É aplicada em turbinas, caldeiras, motores de combustão interna, tubulações e cavidades internas de equipamentos de grande porte. O grande benefício é a economia de tempo e custo: a inspeção visual interna que antes exigia dias de desmontagem pode ser feita em horas.
Leia também: Como aumentar a vida útil do redutor de velocidade.
A curva P-F é um dos conceitos mais importantes da engenharia de confiabilidade e explica, de forma visual, por que a manutenção preditiva funciona.
O nome vem de dois pontos no gráfico de degradação de um equipamento:
O espaço entre P e F é chamado de intervalo P-F, e é nele que a manutenção preditiva atua. Quanto mais cedo a técnica de monitoramento detecta o sinal de degradação (ponto P), maior é o tempo disponível para planejar a intervenção antes que a falha funcional aconteça (ponto F).
Na prática, diferentes técnicas preditivas detectam problemas em momentos diferentes da curva. A análise de vibração, por exemplo, costuma identificar alterações meses antes da falha funcional. Já sinais perceptíveis ao operador (ruídos, aquecimento ao toque, vibrações visíveis) aparecem muito mais perto do ponto F, quando o tempo de reação é menor.
É por isso que a manutenção preditiva instrumentada (com sensores e análises técnicas) é tão valiosa para ativos críticos: ela amplia a janela de intervenção, dando à equipe tempo suficiente para planejar a parada, adquirir peças, organizar a mão de obra e minimizar o impacto na produção.
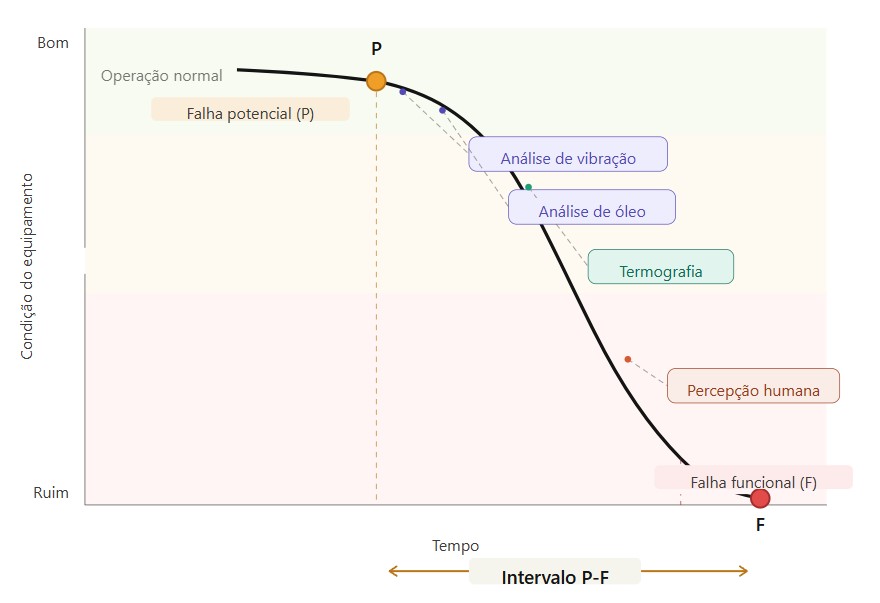
Quanto mais cedo a detecção (ponto P), maior a janela para planejar a intervenção antes da falha (ponto F).
A manutenção preditiva existe há décadas, mas foi a Indústria 4.0 que transformou sua capacidade de entrega. A convergência de tecnologias como IoT (Internet of Things), inteligência artificial, machine learning, big data e computação em nuvem tornou possível monitorar centenas de equipamentos simultaneamente, processar volumes massivos de dados e identificar padrões de degradação que seriam invisíveis para a análise humana isolada.
Antes dessas tecnologias, a manutenção preditiva dependia quase exclusivamente de inspeções manuais periódicas. Um técnico percorria a planta com instrumentos portáteis, coletava dados e levava semanas para consolidar as análises. Hoje, sensores sem fio instalados diretamente nos equipamentos coletam dados de vibração, temperatura e outros parâmetros em tempo real, enviando alertas automáticos quando um desvio é identificado.
Essa evolução trouxe benefícios concretos:
Uma tendência que ganha espaço é o conceito de gêmeo digital (digital twin): uma réplica virtual do equipamento que simula seu comportamento em tempo real com base nos dados coletados pelos sensores. Isso permite testar cenários, prever a evolução de uma falha e otimizar decisões de manutenção antes de intervir no equipamento físico.
O Field Assist 4.0, desenvolvido pela Zanini Renk, é um exemplo prático dessa evolução. A solução combina sensores inteligentes, análise de dados e uma equipe técnica especializada para monitorar redutores e equipamentos de transmissão mecânica 24 horas por dia, 7 dias por semana. Ao identificar qualquer inconsistência nos parâmetros monitorados, o time de especialistas informa imediatamente o cliente, permitindo ações corretivas antes que o problema afete a operação.
Para medir se a manutenção preditiva está gerando resultado, é preciso acompanhar indicadores (KPIs) que traduzam a condição dos equipamentos e a eficiência do programa de manutenção. Os principais são:
Ou tempo médio entre falhas, mede o intervalo médio que um equipamento opera sem apresentar falha. Quanto maior o MTBF, mais confiável é o ativo. A manutenção preditiva aumenta o MTBF porque as intervenções corrigem problemas em estágio inicial, evitando que evoluam para falhas funcionais.
Em um redutor de moenda, por exemplo, o MTBF pode subir significativamente quando análises de vibração e óleo permitem corrigir desalinhamentos e trocar lubrificante no momento adequado.
Ou tempo médio para reparo, mede quanto tempo leva para restaurar o equipamento após uma parada. A preditiva reduz o MTTR porque, quando a intervenção é planejada, peças já estão disponíveis, a mão de obra está programada e o escopo do serviço está definido. Reparos emergenciais, por outro lado, exigem diagnóstico no momento da falha, busca por peças e realocação de equipe, o que consome muito mais tempo.
Indica o percentual de tempo em que o equipamento está operacional e pronto para produzir. É calculada pela relação entre MTBF e a soma de MTBF + MTTR. A manutenção preditiva melhora esse indicador nas duas frentes: aumenta o MTBF e reduz o MTTR.
É o indicador de eficiência global do equipamento, que combina disponibilidade, performance e qualidade. A preditiva impacta diretamente a disponibilidade (menos paradas) e a performance (equipamentos operando dentro dos parâmetros ideais). Em setores como cimento e siderurgia, onde os equipamentos operam em regime contínuo, o ganho de poucos pontos percentuais no OEE representa volumes significativos de produção adicional.
Relaciona o investimento em manutenção com o resultado produtivo. Quando a preditiva reduz intervenções emergenciais e otimiza o uso de peças e mão de obra, esse custo cai.
Implementar manutenção preditiva não significa adotar sensores em todos os equipamentos de uma vez. Os melhores resultados vêm de uma abordagem gradual, começando pelos ativos mais críticos e expandindo conforme o programa amadurece.
O primeiro passo é identificar quais equipamentos merecem atenção prioritária. Nem todo ativo justifica o investimento em monitoramento preditivo. A priorização deve considerar:
Com essas informações, é possível criar um ranking de criticidade e focar o programa nos equipamentos que darão o maior retorno sobre o investimento.
Com os ativos definidos, avalie o que já existe na planta em termos de sensores, softwares e capacitação da equipe. Em muitas indústrias, parte da infraestrutura necessária já está disponível, mas subutilizada.
A escolha das técnicas deve considerar o tipo de equipamento e o modo de falha mais provável:
Para operações que estão começando, um projeto-piloto é a abordagem mais segura. Escolha uma área crítica da planta, implemente o monitoramento, meça os resultados e use esse caso de sucesso para justificar a expansão do programa.
Antes de detectar anomalias, é preciso saber o que é normal. Os primeiros meses de coleta servem para estabelecer a linha de base (baseline) de cada equipamento: quais são os níveis típicos de vibração, temperatura e outros parâmetros quando a máquina está operando em boas condições.
Essa referência é o que permite identificar desvios no futuro. Um redutor que normalmente vibra a 2 mm/s e passa a vibrar a 4 mm/s está sinalizando uma mudança que precisa ser investigada, mesmo que ainda esteja dentro de limites genéricos de aceitação.
A coleta pode ser manual (inspeções em rota com instrumentos portáteis) ou automatizada (sensores fixos com transmissão contínua). A escolha depende da criticidade do ativo e do orçamento disponível. Para equipamentos de altíssima criticidade, como redutores de moendas durante a safra, o monitoramento contínuo justifica o investimento.
Dados sem ação não geram resultado. A análise precisa se transformar em decisão e a decisão em intervenção no momento adequado.
Defina procedimentos de resposta claros para cada tipo de alerta:
A capacitação da equipe é parte essencial desse processo. Operadores precisam entender o que os alertas significam. Técnicos de manutenção precisam saber interpretar relatórios de análise. Gestores precisam confiar nos dados para tomar decisões de parada.
Por fim, a retroalimentação fecha o ciclo: cada intervenção realizada gera informações que ajudam a calibrar os modelos preditivos, ajustar a frequência de coleta e refinar os critérios de alerta. A manutenção preditiva é um processo de melhoria contínua, não um projeto com data de início e fim.
Implementar manutenção preditiva exige investimento inicial em sensores, softwares, capacitação e, em alguns casos, serviços especializados de monitoramento. A pergunta que todo gestor faz é: esse investimento se paga?
Os dados indicam que sim. A McKinsey documentou o caso de uma operadora offshore que implementou manutenção preditiva em nove plataformas e obteve redução média de 20% no tempo de inatividade e aumento de 500 mil barris de petróleo produzidos por ano. Outros estudos da mesma consultoria apontam redução de 18% a 25% nos custos de manutenção em empresas que adotaram a estratégia.
Os ganhos vêm de múltiplas fontes:
Para calcular o ROI do programa, compare o custo de implementação (sensores, softwares, serviços, capacitação) com o valor das paradas evitadas, a redução nos custos de reparo e o aumento de produtividade. Em ativos críticos como redutores de moenda ou acionamentos de fornos, o retorno costuma se materializar em meses, não em anos.
A manutenção preditiva ganha sua forma mais completa quando combina tecnologia de monitoramento com expertise técnica no equipamento monitorado. É exatamente essa a proposta do Field Assist 4.0, desenvolvido pela Zanini Renk.
O Field Assist 4.0 é uma solução de monitoramento inteligente que acompanha a condição de redutores e equipamentos de transmissão mecânica de forma contínua, 24 horas por dia, 7 dias por semana. A equipe técnica da Zanini Renk, que projeta e fabrica esses equipamentos, é a mesma que analisa os dados e orienta as decisões de manutenção.
O monitoramento é feito por quem conhece profundamente o comportamento mecânico de cada modelo de redutor, o que permite diagnósticos mais precisos e recomendações mais assertivas.
Os principais recursos do Field Assist 4.0 incluem:
Saiba mais sobre o Field Assist 4.0 e como ele pode integrar a estratégia de manutenção preditiva da sua operação. Se preferir, fale diretamente com a equipe Zanini Renk.


